
微晶泡沫玻璃是以粉煤灰、废渣等工业废料为主要原料,加入适量发泡剂、晶核剂及其他必要外加剂,经粉碎、混合均匀后形成配合料,压制成型放入模具中,随后送入高温炉经过预热、熔融、发泡、析晶、退火等工艺制成的含有结品相、玻璃相、气孔相一种新型环保保温建筑材料。

微晶泡沫玻璃中含有大量气孔,占总体积的50%左右,玻璃相基体内部均匀地生成大量微小的针状、毛发状品体,使玻璃体跟晶体网络连接在一起,形成交织的结构,很大程度上增加了材料的机械强度,因此其具有质轻、高强、耐高温的性能。
微晶泡沫玻璃中的孔型结构有开孔型跟闭孔型,结构不同,性能也不同。开孔型微晶泡沫玻璃存在很多微小间隙和连通孔,当声波入射到泡沫玻璃的表面时,激发孔隙内的空气震动,会受到粘滞阻力,同时也由于声波与孔壁表面发生摩擦,一部分声能转化为热能,从而使声波衰弱,达到吸声目的,由于泡孔之间的连通性,气孔间隙可以储存水分,开孔越多,吸声性能优越,吸水率越高。
闭孔型微晶泡沫玻璃在连续玻璃相中均匀分布无数独立的小气泡,气密性很高。传热的过程主要是孔壁间的固相传热和气孔的对流和辐射传热,但气体被孔壁单独隔离,不能相互运动产生对流,所以传热效率很低具有良好的保温隔热防潮的性能。

微晶泡沫玻璃有很多分类,根据不同用途可以分为隔热、吸声、屏蔽、清洁微品泡沫玻璃;根据基础玻璃的不同又有硅酸盐、铝硅酸盐、硼硅酸盐和磷酸盐微晶泡沫玻璃;根据气泡孔型结构可分为开孔、闭孔型微晶泡沫玻璃。
根据外形可分为板块状、颗粒状微晶泡沫玻璃;根据发泡温度范围可分为高温发泡型、低温发泡型微晶泡沫玻璃;根据结热构和物理化学性能可分为隔热保温型、保冷型、吸声型、装饰型和粒状填充型。
微晶泡沫玻璃是在基础玻璃的基础上,经发泡、析品行为而得到的结晶相、玻璃相气孔相均匀分布的材料,保证了其具有优良的理化性能,广泛的应用于建筑工程、石油化工、电力、国防军工等领域。
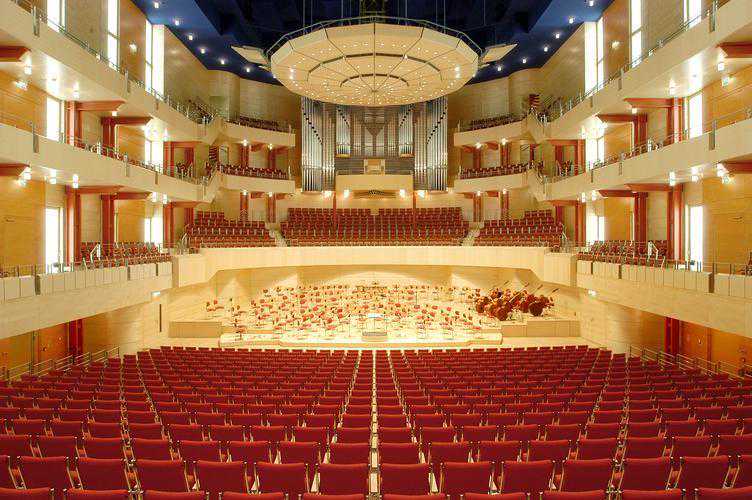
开孔型微晶泡沫玻璃在吸声消音方面能起到良好的降噪作用,当通孔率达到40%~60%时,可作为良好的吸声材料,当通孔率达到80%时,则成为高效的吸声材料,因此可广泛应用于地铁、纺织车间、音乐厅等低噪要求的建筑工程。
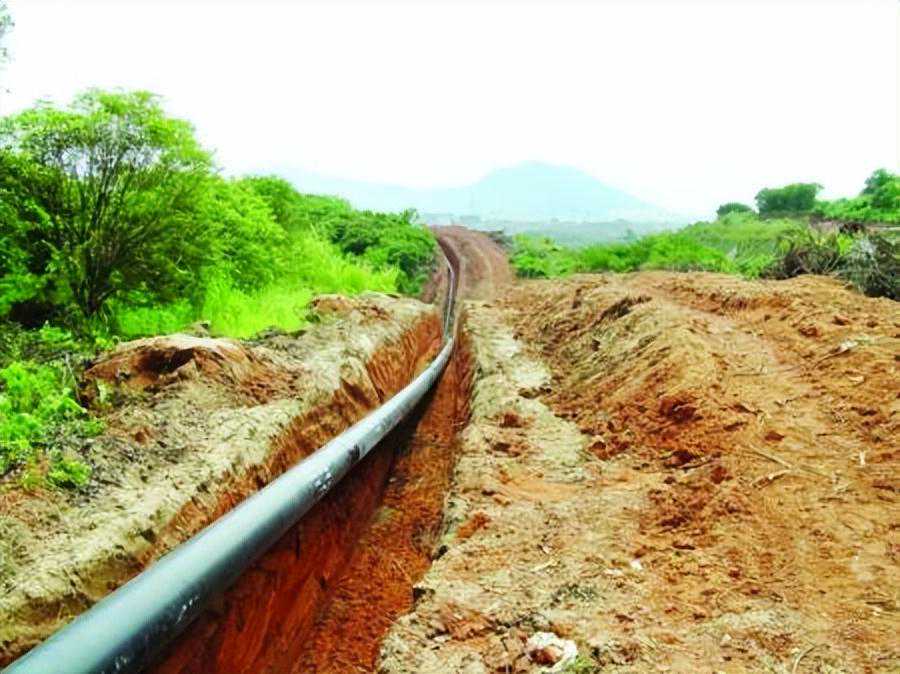
闭孔型微晶泡沫玻璃含有大量的气泡跟微孔,气孔率一般达到45%~90%28)闭孔在75%以上的绝热性能较好,具有轻质高强、防火保温作用,并且与各类泥浆有着优异的黏结性,可应用于屋面、承重墙、各种工程构件、地下输油管道等要求有一定抗压强度及绝热保温的建筑工程。

微晶泡沫玻璃的发泡过程可分为气泡成核、泡孔长大和泡体固化定型三个阶段。当温度达到混合料的软化温度或者低共熔点时,玻璃由固相变为液相,同时在化学势较低的稀薄区析出新的气相,形成气泡核,气泡核就是这种最初形成的微泡。
随着保温时间延长,玻璃黏度降低,气泡核周围的气体因为气体浓度梯度差进入气泡核,促使气泡核长大形成泡孔:当泡孔长大至合适情况后,急剧降温,玻璃粘度增加使得泡体固化定型实现微晶泡沫玻璃的定型。

液-气之间的表面张力影响着气泡的膨胀,气泡长大的动力来自气泡内气体的压力,该内压与气泡孔径成反比,气泡越小,则内压越高;而阻碍气泡膨胀长大的阻力则来自与聚合物熔体的表面张力,表面张力过大,则会阻碍气泡的生长,表面张力太小时,则会造成泡壁过薄,易形成气泡合并、破裂甚至塌陷。
气泡内压与表面张力的受力平衡关系式如下:

式中:Pg气内压t(r)气泡所受应力;P(i)一体内熔解体力;o一气泡表面张力;r气泡半径。
若P()过小,则式不能达到平衡,气泡中的体会熔体中扩散引起气泡塌陷,当P(I)增大时,气体会向气泡中扩散进而气泡膨胀,当P()过大时,则造成气体膨胀速度过快,引发气泡破裂。因此要控制好熔体粘弹性与气泡膨胀速度。

熔体粘度直接影响气泡结构的形成与稳定,在发泡过程中,熔体粘度可以将发泡剂分解产生的大量气体包裹住,实现气相与液相共存的状态,同时粘度的适当增加还可减缓气泡的上升速度,又能阻止气-液的薄膜不被破坏,保证熔体形成大量细小均匀的气泡。一般来讲,熔体粘度越大,气孔率越高。
粘度与气泡上升速率关系式如下:

式中,V气泡上升速度,cm/s;r一气泡半径,cm;g一重加速度,cm/s;p液密度,g/cm;P1一气泡中气体密度,g/cm;几一熔体粘度,P。
从式中看出,气泡上升速度与熔体粘度反比关系,熔体粘度越大,气泡上升速率越慢,但若粘度过大时,虽有利于气泡的稳定,但气泡生长发育阻碍较大,且并不利于气泡的均匀分布。

温度对熔体的粘度与表面张力有显著影响,当温度升高时,质点热运动速度加快,导致玻璃熔体中四面体群之间的孔隙增大,易于熔体中较小的四面体群穿插通过,表现为熔体粘度降低,同时质点的活跃导致液-气界面两侧质点受力作用也随之减小,即表面张力下降,因此温度过高时,熔体则会包裹不住气体,气孔出现破裂、崩塌等现象,对制品性能产生不利影响,故要控制发泡温度,使发泡温度略高于玻璃液软化温度和发泡济分解温度。

Yang等人以含钦高炉渣为原料制备了泡沫玻璃,研究了发泡温度、发泡时间、升温速率等热处理工艺。研究结果表明:发泡温度对样品孔结构有显著影响;发泡时间对孔分布影响较小,但对孔径的影响较为明显;升温速率对孔径的影响较小。
热处理的最佳工艺参数为:加热速率发泡温度和发泡时间分别为12C/min、900C5min;经预热烧结、发泡、泡沫稳定和退火热处理工艺后,得到孔径均匀、导热系数为0.131w/mk;容重为445.8kg/m,抗压强度为28MPa,平均直径为4.78mm的泡沫玻璃1401Konig

Konig等人以阴极射线管平板玻璃和CaCO为发泡,制备微晶泡玻璃。研究了发泡剂掺量、发泡温度和发泡时间对微晶泡沫玻璃密度、孔隙率和均一性的影响。
结果表明,碳酸钙的分解对泡沫过程有很大的影响。通过改变玻璃-碳酸钙混合物的研磨时间可以改变分解温度因此当发泡剂掺量一定研磨时间为45min时制得密度为260kg/m3导热系数为50~53mW/(mK)的微晶泡玻璃.

Hu等人采用叔丁醇凝胶注模法成功制备氧化钻发泡陶瓷通过对氧化错多孔陶瓷的线收缩率、孔隙率和孔径的测试,研究了烧结温度对氧化钻多孔陶瓷抗压强度的影响。
研究结果表明当烧结温度由1350C升高到1550C,孔隙率由77%降低到65%,平均孔径由15.4%降低到318%,线收缩率由15.4%增加到31.8%。随着烧结温度从1350C升高到1550°C,抗压强度从3~27MPa显著提高,这与线收缩率、孔隙率、孔径和显微组织的相应变化有关。随着孔隙率的增加,抗压强度显著降低。抗压强度也随着孔径的增大而降低.

IvanovKS以硅藻土和40%NaOH溶液为原料,在775C恒温下加热,制备出平均密度290-580kg/m抗压强度17~78MPa导热系数0.08-0.14W/(mK)的微晶泡沫玻璃样品。
研究表明,在90C温度下对混合物进行水热预处理,可加速硅藻土中非晶态SiO的浸出。结果表明,所得到的可溶性碱硅酸盐在加热过程中促进了发泡过程,降低了样品的平均密度,最佳浸出时间为30min.
上述的研究为本论文的开展提供了思路与研究方法,但目前国内外利用金矿尾砂制备微晶泡沫玻璃的研究较少,金矿尾砂资源化利用仍处于低值化利用阶段,在阅读了大量文献的基础上,并经过大量的探索实验,最终开发了金矿尾砂制备微晶泡沫玻璃的新技术,实现了金矿尾砂的高值化利用.



